|
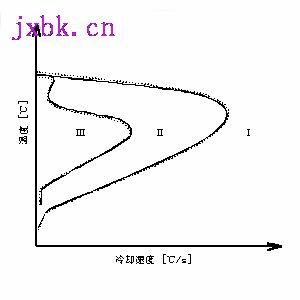
图6 工件的淬火效果-冷却速度分布分区图
分区 名称 区内淬火效果
I区 过快冷速区 硬度高、淬裂、变形
II区 适度冷速区 硬度高而均匀、无淬裂、变形小
III区 不足冷速区 硬度不足且高低不均,变形大 2 两例分析及选择冷速分布的五原则 例一、某厂在进口的多用炉中对该厂生产的汽车齿轮进行渗碳淬火,开始选用的是美国某公司的一种分级淬火油。一年多以后,开始发现渗碳淬火态齿轮的淬火硬度有明显降低,同时淬火变形也增大。在排除其它因素的影响之后,发现所用的分级淬火油的冷却速度分布与该种新油有较大区别,如图7所示。和未经使用的新油相比,使用一年多(中间做正常补充)后的旧油,蒸气膜阶段变短、最高冷速增大、且出现最高冷速的温度大有提高。如果按过去较普遍的说法,图7中的旧油是符合"高温冷得快,低温冷得慢"的更理想的淬火油。但在这样的旧油中淬火效果却是变形更大,硬度偏低,不如比它"不理想"的新油。 用图6图线所示的方法来分析该厂出现的问题,又可以画出图8所示的图线:旧油在中低温阶段冷速低于新油,以至在这一阶段使其冷却速度曲线进入了第III(即不足)冷速区,所以淬火硬度偏低。北京华立精细化工公司对该厂旧油进行了改性添加,使该厂旧油的冷却速度分布的中低温阶段冷速提高,达到稍高于原用油新油的水平。生产应用表明,在经过这样改性的旧油中淬火后,齿轮的淬火硬度明显提高,变形量也小于或等于原用新油。 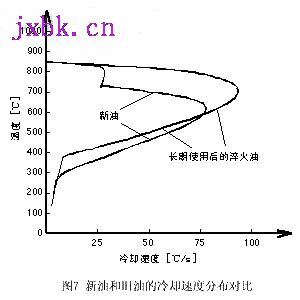
例二、辽宁某弹簧厂的一条生产线上发生过一次这样的问题:一向正常的生产线上,突然发生钢板淬火硬度偏低,变形增大事故。在寻找原因的那些天里,板簧淬火硬度又有降低,变形也进一步增大。当该厂意识到可能是淬火油有问题后,经检查,发现上述淬火硬度不足和变形过大的原因是淬火油冷却系统有一处管壁破裂,冷却水渗透进去并部分乳化在油中造成的。乳化进油中的水量高达4%。图9是该厂已进水的旧油和无水的新油之冷却速度对比。含水旧油的GM时间远高于新机油,只因其蒸气膜阶段太长,在高温阶段进入了第Ⅲ冷速分布区,因而引起淬火硬度低、变形大。对该油进行除水处理后,旧油中的水被分离和排除,油的冷却能力又得到了恢复。 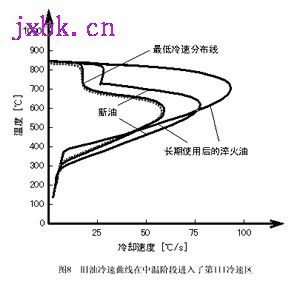
从以上两个例子中可以看出,评价液体淬火介质的冷却能力高低,不能简单地看它的总的冷却烈度(H),也不能简单地看它使特定镍球从850℃冷到300℃所需的时间(GM),而应当看供选择的淬火介质的冷速分布与工件及其钢种的关系。关于从淬火介质的冷速分布作选择的原则,本文作者曾做过探讨[4],再归纳实际生产经验,总结出以下五项选择原则: 一看钢的含碳量多少──先从允许的最低冷却速度分布曲线上看。含碳量低的钢,因有可能析出先共析铁素体,且它的过冷奥氏体最易发生珠光体转变的温度(即所谓"鼻尖"位置的温度)较高,马氏体起点(Ms)也较高,为了使这类钢制的工件充分淬硬,所用的淬火介质应当有较短的蒸气膜阶段且出现最高冷速的温度应当较高。相反,对含碳量较高的钢,淬火介质的蒸气膜阶段可以更长些,出现最高冷速的温度也相应应当低些。再从允许的最高冷速曲线上看:碳含量少的钢允许的冷速高,碳含量多的钢允许的冷速低。 二看钢的淬透性高低──先从允许的最低冷速曲线看,淬透性差的钢,要求的冷却速度快;淬透性好的钢,要求的冷却速度则慢些。同时,因随着淬透性的提高,钢的"C"曲线会向右下方移动,所以对淬透性差的钢,要求介质出现最高冷却速度的温度高些;而对淬透性好的钢,要求介质出现最高冷却速度的温度低些。有些淬透性好的钢,过冷奥氏体也容易发生贝氏体转变。要避开贝氏体转变,也要求有足够快的低温冷却速度。再从允许的最高冷却速度值上看:淬透性低的钢允许的冷速较高,而淬透性高的钢允许的冷速较低。 三看工件的有效厚度──工件表面一冷到Ms点,立即大大减慢介质的冷却速度,则工件内部的热量向淬火液散失速度也大大减慢,工件表面一定深度以内的过冷奥氏体就很难冷到Ms点以下。其结果,淬火后工件只有很薄一层马氏体组织。由于这样的原因,当工件比较厚大时,为得到足够厚的淬硬层深度,所用的淬火介质应当有较快的低温冷却速度。相反,工件薄小时,则可用低温冷速较小的淬火介质。再从允许的最高冷速分布曲线上看,厚大的工件允许的冷速高,薄小的工件允许的冷速低。 四看工件形状复杂程度──先从允许的最低冷却速度分布曲线上看,形状复杂的工件,尤其是有内孔或较深凹面的工件,为减小淬火变形或需要把内孔淬硬时,应当选用蒸气膜阶段较短的淬火介质。一般说工件内孔或凹面内部散热较其它部位慢,工件其它部位冷得快,最先进入沸腾阶段而获得快冷,而内孔面尚处于蒸气膜阶段,冷却速度尚很慢。这种冷却上的差异可能引起这类工件较大的淬火变形和内孔或凹面淬火硬度低下。解决这类问题的办法是选用蒸气膜阶段较短的淬火介质。适当加大内孔部分介质的流动速度,也有同样的效果。相反,形状简单的工件,则可以使用蒸气膜阶段稍长的淬火介质。再从允许的最高冷速分布曲线看,形状复杂的工件允许的冷速低,而形状简单的工件允许的冷速高。 五看允许的变形大小──从分析解决变形问题的方法[6]推知,工件要求的变形小,淬火冷却应当有窄的冷却速度带,而允许的变形较大的,可以有宽的冷却速度带。允许的冷却速度带宽的,可以采用一般能达到淬火硬度要求的介质。在能缩短工件冷却速度带的方法中,最简单和有效的是做等温(或分级)淬火[7]。等温淬火介质应当具有的特性,首先是蒸气膜阶段短和液温变化对冷速的影响小,其次,较厚大的工件应当选用冷却速度快的介质,而较魔小的工件则可以选用冷速较慢的介质。 工件种类繁多,对淬火介质的要求是多种多样的。不同工件的要求可能相容,也可能不相容。因此,寻找"一种理想的淬火介质,能同时适用所有不同的工件"的想法,如同想寻找一种药物来包治一切疾病一样,是不现实的。 | 