|
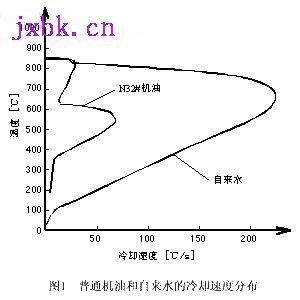
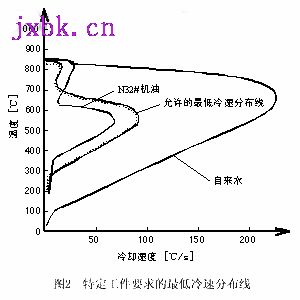
选择淬火介质,应当同时兼顾到对淬火介质冷却特性、稳定性、可操作性、经济性和环保等方面的要求。在这些要求中,最重要的是淬火介质的冷却特性。本文将以推理方式入手,通过分析讨论,提出一套从冷却特性选择淬火介质的可实用的原则方法。 钢件淬火冷却,希望的效果有三:1.获得高而且均匀的表面硬度和足够的淬硬深度;2.不淬裂;3.淬火变形小。选好用好淬火介质是同时获得这三项效果的基本保证。当前,国内外多以国际标准方法(ISO9950)测定,并用冷却速度曲线来表征淬火介质的冷却特性。但是,对特定工件(即在钢种、形状大小和热处理要求一定)的情况下,如何从冷却特性上去选择合适的淬火介质?在生产现场,一个淬火槽中往往要淬多种不同钢种、形状、大小和热处理要求的工件。在这种情况下,如何选定它们共同适用的一种淬火液?一般的热处理车间,为满足所有工件的热处理要求,应当配备几种淬火液?──关于这类实际生产需要解决的问题,至今研究很少。有人[1、2]做过一些工作,但都提不出系统实用的原则方法。 本文以过去工作为[4、6]基础,从讨论实际生产中一些工件"油淬不硬而水淬又裂"入手,通过推理和实例分析,提出了对特定工件按冷却速度分布选择淬火介质的方法,并进而确定了能供多种工件淬火的一种淬火液的选择原则。 1 特定工件淬火的最低和最高冷却速度分布线 从普通机油和自来水的冷却速度分布(如图1)可以看出,普通机油的冷却速度慢,因而不少工件在其中淬不硬;而自来水的冷却速度又太快,以致于多数钢种不能在其中淬火。在图中,自来水和普通机油之间有一个宽广的"中间地带",只有普通机油和自来水的工厂,时常会遇到一些工件"油淬不硬而水淬又裂"的麻烦,原因就在这里。可以推知,对于一种这样的工件,如果将机油的冷却速度提高,该工件淬火硬度也会相应提高。我们假定,当机油的冷却速度提高到图2中带齿线水平时,该工件刚好可以得到要求的淬火硬度。无疑, 冷速更高,淬火硬度还将进一步提高。我们把它叫做允许的最低冷速分布线。同时,研究表明,自来水引起淬裂和变形,是自来水冷却太快,尤其是钢件冷到其过冷奥氏体发生马氏体转变的温度范围时受到的冷却太快的缘故。
于是又可以推知,如果能降低自来水的冷却速度,尤其是在工件冷到较低的温度以后的淬火冷却速度,就可以减小工件淬裂的危险。假定自来水冷却速度降到图3中带齿线所示的水平时,该类工件便不会再淬裂了,我们把这条线叫做此工件已确定条件下允许的最高冷速分布线。 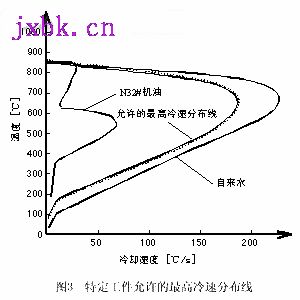
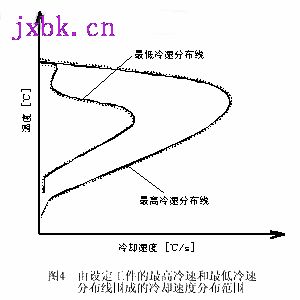
把图2和图3合在一起,可以得到该工件能同时获得前述三项淬火效果的淬火介质的冷却速度分布范围,如图4所示。图中,只要所选的淬火介质的冷却速度分布曲线能全部落入这两条曲线之间的区域内,不管是快速淬火油还是水溶性淬火液,也不管这些淬火介质的冷却速度分布有何不同,上述工件在其中淬火都可以同时获得所希望的淬硬而又不裂的效果。 从另一角度说,有两种不同的淬火介质,它们的冷却速度分布有较大的差别。比如一种冷却速度快,快到接近允许的最高冷却速度线的水平,而另一种冷却速度慢,慢到接近图中最低冷却速度线的水平。但由于二者的冷却速度的分布都在允许的区域内,因而,二者都可以选用。或者说,对上述工件淬火冷却而言,二者能同样获得满意的淬火效果。 事实上,淬火冷却过程在使钢淬硬的同时,还会使工件发生一定程度的淬火变形。传统的观念认为,淬火冷却越快,工件的淬火硬度越高,淬火变形也越大;淬火冷却慢,淬火态硬度不高,工件的淬火变形就越小。但是,实际的情况是大多数和比较大的淬火变形是由淬火冷却偏慢,工件淬火硬度不足引起的。只有少数和较小的淬火变形是淬火冷却偏快,淬火硬度偏高引起的。由于这样的原因,本文把淬火硬度高低和淬火变形大小结合起来加以考虑。 本文作者在《解决淬火变形问题的新方法》[5]一文中,把钢的顶端淬火曲线改成钢的硬度-冷速曲线,如图5所示。由钢件的淬火硬度,可以从图上确定一个冷却速度值(指能获得该淬火态硬度的效果冷却速度)。根据特定工件淬火后的开裂、变形和硬度情况,图5中把冷却速度四个区,分别为过快冷速区,适度冷速区,不足冷速区和过慢冷速区,表中列出了工件获得的冷速在这些区域内的淬火效果。 可以看出,只有在第II,即适度冷速区冷却,工件淬火后才能获得希望的淬火三效果。 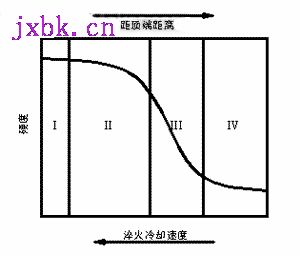
图5 按淬火冷却速度大小将端淬曲线分成四个区
分区 名称 区内淬火效果
I区 过快冷速区 硬度高、淬裂、变形
II区 适度冷速区 硬度高而均匀、无淬裂、变形小
III区 不足冷速区 硬度不足且高低不均,变形大
IV区 过慢冷速区 完全未淬硬,变形小 接着,该文又将已发生淬火变形,开裂以及硬度不足的工件参与淬火变形部位中冷却速度的最高值和最低值所划定的范围叫做该工件淬火时的"冷却速度带"。根据实际工件的情况和淬火方法之不同,这种冷却速度带有宽有窄。工件上各部位获得的冷却比较均匀时,其冷却速度带就比较窄;当工件上各部位获得的冷却很不均匀时,其冷却速度带就比较宽。在工件的硬度-冷速曲线上,宽的冷却速度带容易跨越不同的冷却速度区,而窄的冷却速度带则往往落入某一冷速区之内。由于冷却速度带进入第I冷速区会发生淬裂和变形,而进入第III冷速区会硬度不足且变形严重,因此,只有使工件的冷却速度带完全落入其第II冷速区,才能获得希望的淬火三效果。根据这样的道理,该文提出的解决淬火变形的方法和措施,都是使冷却速度带伸出第II区的部分完全移入第II冷速区。 用上述分析和解决淬火变形问题的方法来认识图4中划定的区域,容易看出,淬火时,进入最低冷速分布曲线以左的区域,就会出现硬度不足并发生较大的淬火变形;而若进入最大冷速分布曲线以右的区域,又会发生淬裂。于是,可以按工件的淬火效果,把图4中两条曲线分割成三个区域,从左到右分别定为第III(即不足)冷速分布区;第II(即适度)冷速分布区以及第I(即过快)冷速分布区,如图6所示。本文把这样的图线叫作工件淬火效果-冷却速度分布图线。 | 