|
潘小平 张崇文
内容摘要:本文针对 BHW35 钢汽包纵缝出现的横向裂纹进行了分析研究,判断出裂纹产生的原因,并提出针对性的工艺措施,从而避免了纵缝横向的再次产生。
关键词:裂纹、应力、扩散氢
O 前言
我厂采用德国 BHW 35 钢制造锅炉汽包及高压容器已有近30年的历史。但是,近几年来汽包纵缝有时出现质量不稳定现象。主要表现为:超声波控伤时多次发出微细裂纹,裂纹大多位于纵缝的熔合线并呈横向开裂,其深度距外表面约20~30毫米处,使产品质量和生产进度受到严重影响。通过深入调查并进行仔细分析研究后,我们找出了裂纹形成原因,同时提出了针对性的改进措施。
1 裂纹形成原因分析
根据对裂纹的位置、走向及形态的判断分析后认为,焊缝承受的应力水平高以及焊缝中的扩散氢是致使裂纹产生的两个主要原因。
1.1 焊缝承受的应力水平高
由于汽包筒体壁厚较大(最厚达145毫米),筒节初轧时很难保证达到理想状态。为保证焊缝坡口的装置尺寸,必须安装II形码,因而焊缝除了承受自身的焊接应力和局部预热产生的附加热应力外,还要承受相当大的结构应力。工件在预热和焊接时,曾多次出现II形码连接缝开裂的现象,这种现象也证实了叠加后的应力水平之高.这在种应力状态下,当纵向焊缝冷却收缩时,其焊缝两侧相对处于冷态的筒体金属便强烈地阻碍焊缝收缩,对焊缝形成极大的拉力,致使焊缝开裂。
1.2 焊缝中的扩散氢
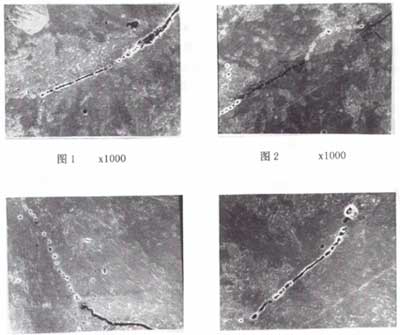
在筒节纵缝焊接过程中,虽实施了预热、消氢等措施,焊剂也进行了烘干处理,但要完全杜绝的侵入是很困难的。调查中发现,裂纹多出现在距焊缝表面20~30毫米深处,通过电镜观察(见图1~4),裂纹是沿着许多细小的白点排裂的。经分析认为,这是由于在多层连续焊接的过程中,氢的逸出速度跟不上焊接的熔敷速度,氢在不断向上逸出的过程中又不断被随后的熔敷金属覆盖而残留在距焊缝表面的20~30毫米深处,这些小白点就是氢白点,氢白点形成了裂纹源,链状排列氢白点又促进了裂纹的扩展.
2、工艺改措施
上述两个因素是筒体纵缝产生横向裂纹的根本原因,消除或减少这两文面的影响就能够避免产生裂纹。因此,我们采取了以下措施:
2.1改变预热、消氢时加热装置的辅设方式
筒体纵缝承受的应力是客观存在,虽然无法改变它们的大小,但可以改变它们的分布,尽量减小它们对焊接接头的不利影响。因此,我们将预热、消氢时加热板辅设由单列纵向辅设方式改为双列纵向辅设,并在坡口区域留出一定空隙,这样就增大了加热范围,降低了纵缝径向温度梯度。在焊接热循环过程中,焊缝膨胀、收缩时,邻近的筒体金属也与之一道膨胀、收缩、从而减小了对焊缝的拉应力,同时也降低了焊缝的冷却速度,有利于扩散氢的逸出,并减小了淬硬倾向。
2.2预热后及时焊接,焊后及时消氢并进行严格监控
在实际生产过程中,焊前准备是否充分,已预热工件能否及时焊接、焊接完毕的工件能否及时消氢,对焊缝质量都有着极大的影响。因此,作了一系列严格规定:焊接时,检查员必须到位监检,预热温度低于规定要求时,绝对不允许焊接;同时严格控制层间温度,不允许层间温度低于预热温度。焊接工作完成前,提前通知热外理工做好消氢处理的准备,保证消氢处理开始的工件温度不得低于预热温度。对于厚度大于90毫米的厚板,增加一次消氢处理,即焊至工件壁厚的一半时,停止焊接,立即进行消氢处理,全部焊接我作完成后再进行一次消氢处理,从而大大减少了焊缝中的扩散氢含量。
通过对δ=65毫米、δ=145毫米各两节筒节焊接的监控实施证明:上述工艺措施具有相当的针对性和有效性,完全避免了纵缝横向裂纹的产生,取得了良好的效果,随后的生产也再一次证明了这一点。
3 结论
1.筒节纵缝承受高水平的叠加应力(结构应力、焊接应力、附加热应力)是致使横向裂纹产生的重要条件。
2.链状排列的氢白点是形成裂纹源并使其扩展的根本原因。
3.改进后的电加热板辅设方式有利于改善焊缝的受力水平,严格对消氢处理的控制有利于扩散氢的完全逸出,避免了裂纹的产生。
|
