| 高速机床主轴/刀具联结的设计 |
|
| 日期:2007-8-20 21:28:45 人气:64 [大 中 小] |
|
|
|
摘要:分析了主轴高转速对刀/轴联结强度的影响及高速加工对刀/轴联结的基本要求、现行7/24锥度联结存在的问题,介绍了几种国外典型刀/轴联结的设计方案,并对各种结构的优缺点进行了研究。
关键词:高速机床主轴 刀/轴联结设计 高速刀具刀柄
高速加工具有比普通加工大5~10倍的切削速度,其优点是能减少加工时间,达到普通加工需要几道工序才能达到的加工精度和表面质量。与高速切削有关的主要问题有:刀具材料及设计、高速机床主轴的动平衡、机床的热态动态性能及可靠性等。而刀具与主轴的联结问题会严重影响高速切削的可靠性及机床主轴的动平衡,已成为限制高速切削的薄弱环节之一。
一、高速切削对刀/轴联结要求
高速加工要求确保高速下主轴与刀具联结状态不能发生变化。但是,高速主轴的前端锥孔由于离心力的作用会膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,标准的7/24实心刀柄膨胀量较小,因此标准锥度联结的刚度会下降,在拉杆拉力的作用下,刀具的轴向位置会发生改变(见图1)。主轴的膨胀还会引起刀具及夹紧机构质心的偏离,从而影响主轴的动平衡。要保证这种联结在高速下仍有可靠的接触,需有一个很大的过盈量来抵消高速旋转时主轴轴端的膨胀,如标准40号锥需初始过盈量为15~20μm,再加上消除锥度配合公差带的过盈量(AT4级锥度公差带达13μm),因此这个过盈量很大。这样大的过盈量需拉杆产生很大的拉力,拉杆产生这样大的拉力一般很难实现,对换刀也非常不利,还会使主轴端部膨胀,对主轴前轴承有不良影响。
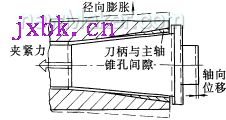
图1 在高速离心力作用下主轴扩张图
高速加工对动平衡要求非常高,不仅要求主轴组件需精密动平衡(G0.4级以上),而且刀具及装夹机构也需精密动平衡。但是,传递转矩的键和键槽很容易破坏动平衡,而且,标准的7/24锥柄较长,很难实现全长无间隙配合,一般只要求配合面前段70%以上接触,因此配合面后段会有一定的间隙,该间隙会引起刀具径向跳动,影响结构的动平衡。键是用来传递转矩和进行角向定位的,为解决键及键槽引起的动平衡问题,可以尝试研究一种刀/轴联结实现在配合处产生很大的摩擦力以传递转矩,并用在刀柄上作标记的方法实现安装的角向定位,达到取消键的目的。
二、标准7/24锥联结的优缺点
标准的7/24锥联结有许多优点:因不自锁,可实现快速装卸刀具;刀柄的锥体在拉杆轴向拉力的作用下,紧紧地与主轴的内锥面接触,实心的锥体直接在主轴内锥孔内支承刀具,可以减小刀具的悬伸量;这种联结只有一个尺寸即锥角需加工到很高的精度,所以成本较低而且可靠,多年来应用非常广泛。
但是,7/24联结也有一些缺点;锥度较大,锥柄较长,锥体表面同时要起两个重要的作用,即刀具相对于主轴的精确定位及实现刀具夹紧并提供足够的联结刚度。由于它不能实现与主轴端面和内锥面同时定位,所以标准的7/24刀/轴锥联结在主轴端面和刀柄法兰端面间有较大的间隙。在ISO标准规定7/24锥度配合中,主轴内锥孔的角度偏差为“-”,刀柄锥体的角度偏差为“+”,以保证配合的前段接触,所以它的径向定位精度往往不够,在配合的后段还会产生间隙,如典型的AT4级(ISO1947,GB11334-89)锥度规定角度的公差值为13″,这就意味着配合后段的最大径向间隙高达13μm,这个径向间隙会导致刀尖的跳动和破坏结构的动平衡,还会形成以接触前端为支点的条件,当刀具所受的弯矩超过拉杆轴向拉力产生的摩擦力矩时,刀具会以前段接触区为支点摆动。在切削力作用下,刀具在主轴内锥孔的这种摆动,会加速主轴锥孔前段的磨损,形成喇叭口,引起刀具轴向定位误差。
7/24锥度联结的刚度对锥角的变化和轴向拉力的变化很敏感。当拉力增大4~8倍时,联结的刚度可提高20%~50%,但是,过大的拉力在频繁的换刀过程中会加速主轴内孔的磨损,使主轴内孔膨胀,影响主轴前轴承的寿命。
另外,如前所述,这种实心刀柄的锥联结在高速旋转时,主轴端部扩张量大于锥柄的扩张量,高速性能差,不适合超高速主轴与刀具的联结。
三、典型高速主轴/刀具联结设计
在高速主轴设计中,目前对刀轴联结研究较成功的设计主要两大类型,一是摒弃原有的7/24标准锥度而采用新思路的替代性设计,如德国的HSK系列和美国的KM系列刀具锥柄等。另一种是为降低成本,仍采用现有的7/24锥度而进行改进性设计,这种设计可实现现有主轴结构向高速化的过渡,如美国的WSU系列刀柄。
1.替代型的设计
“曲线耦合”的结构:这种结构由两部分组成,每一部分上面加工有数目相同的螺旋齿,并分别与主轴前端和刀柄固定。刀具与主轴联结精度较高,联结刚度也较好,装卸刀具需要的轴向移动量很小(5~10mm)。但对联结用的螺旋齿形精度要求较高,结构的两部分与主轴和刀柄的固定也有较高的要求,另外主轴端部和刀柄需重新设计,换刀时要使两部分齿形精确啮合需较长调整时间,影响换刀速度。
Sandvik公司的三棱锥结构:这种刀柄不是圆锥形,而是三棱锥,其棱为圆弧形,锥度为1/20的空心短锥结构。实现了锥面与端面同时接触定位,三棱结构可实现转矩传递,不再需要传动键,消除了因传动键和键槽引起的动平衡问题。但三棱锥特别是主轴三棱锥孔加工困难,加工成本高,与现有刀柄不兼容,配合会自锁。
KM系列:采用1/10短锥配合,锥柄的长度仅为标准7/24锥柄长度的1/3,由于配合锥度较短,部分解决了端面与锥面同时定位而产生的干涉问题,刀柄设计成中空的结构,在拉杆轴向拉力作用下,短锥可径向收缩,实现端面与锥面同时接触定位。由于锥度配合部分有较大的过盈量(0.02~0.05mm),所需的加工精度比标准的7/24长锥配合所需的精度低。与其它类型的空心锥联结相比,相同法兰外径采用的锥柄直径较小,主轴锥孔在高速旋转时的扩张小,高速性能好。这种系统的主要缺点是,主轴端部需重新设计,与传统的7/24锥联结不兼容;短锥的自锁会使换刀困难;由于锥柄是空心的,所以不能用作刀具的夹紧,夹紧需由刀柄的法兰实现,这样增加了刀具的悬伸量,对于联结刚度有一定的削弱。由于端面接触定位是以空心短锥和主轴变形为前提实现的,主轴的膨胀会恶化主轴轴承的工作条件,影响轴承的寿命。
HSK刀柄:这种结构是由德国阿亨大学机床研究室(WZL)专为高速机床主轴开发的一种刀轴联结结构,已被DIN标准化。HSK短锥刀柄采用1∶10的锥度,它的设计近似于KM系列,它的锥体比标准的7/24锥短,锥柄部分采用薄壁结构,锥度配合的过盈量较小,对刀柄和主轴端部关键尺寸的公差带特别严格,由于短锥严格的公差和具有弹性的薄壁,在拉杆轴向拉力的作用下,短锥有一定的收缩,所以刀柄的短锥和端面很容易与主轴相应结合面紧密接触,具有很高的联结精度和刚度。当主轴高速旋转时,尽管主轴端会产生扩张,短锥的收缩得到部分伸张,仍能与主轴锥孔保持良好的接触,主轴转速对联结刚度影响小。拉杆通过楔形结构对刀柄施加轴向力(见图2)。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
