| FMS环境下的刀具管理系统 |
|
| 日期:2007-8-20 21:17:29 人气:52 [大 中 小] |
|
|
|
1 前言
FMS是为解决多品种、中小批量生产效率低、周期长、成本高以及质量差等问题而出现的,作为应付市场激烈竞争的主要手段,FMS已在各国特别是工业发达国家中得到了广泛的应用。FMS要实现自动化加工,必须具有刀具管理功能。刀具管理系统作为FMS的一个子系统,其目的就是及时而准确地为指定的机床提供适用的刀具,以便在维持较好的设备利用率的前提下,生产出所需的合格产品。
FMS运行时,刀具处于一个动态变化的过程中,因此刀具的管理就显得十分必要和复杂。刀具管理主要指以下几方面的内容:①刀具的贮存、运输和交换;②刀具的分配与调度;③刀具的监控;④刀具的信息管理。在刀具管理系统中,上述几个方面相互联系,又相互影响。
2 刀具的贮存、运输和交换
根据经验,一条由 10台加工中心组成的FMS,大约需要 3000~ 5000把刀具。若低于这个数目,生产线可能会由于等待刀具而造成停工,其结果是,不可能最大限度地提高设备利用率,因此也就不可能充分地发挥FMS的优越性。
在一些加工单元较少的简单系统中,可以不设独立的中央刀库,而利用各加工单元本身配备的刀库来满足系统对刀具的需求。这种配置形式的缺点是刀库存刀量有限,刀具利用率低。典型的刀具自动运贮和管理系统应由中央刀库、刀具预调及刀具装卸站、刀具交换装置以及管理和控制刀具流系统的刀具工作站计算机组成。根据刀具交换方式的不同,又有两种基本的方式:一种是交换单把刀具,另一种是交换活动刀库。当前使用最普遍的是交换单把刀具的方式。
其工作过程大致为:首先在刀具预调站,由人工将刃磨好的专用刀具或购买来的标准刀具,在对刀仪上测量有关参数。测量完成后,与标准刀套组装好,再将刀具结构参数和刀具代码以及其他有关信息通过串口输入到刀具工作站计算机。有时还要将这些信息通过专用的读写装置,记录在安装于刀柄或刀杆中的磁卡或其他形式的记录器中。预调好的刀具,一般是用人工搬运并装到刀具装卸站上面,准备进入系统。
刀具交换装置一般是指换刀机器人或刀具运送小车。它们完成刀具装卸站与中央刀库之间或中央刀库与机床 (加工单元 )刀库之间的刀具交换。刀具在刀具装卸站上,只是暂存一下。根据刀具工作站计算机的指令,刀具交换装置将刀具装卸站的刀具搬移至中央刀库中,等待加工时调用。同时,再根据生产计划和工艺规程的要求,刀具交换装置又从中央刀库将各加工单元需求的刀具取出,送至各加工单元,准备加工。工件加工完成后,或发现刀具需要刃磨,根据刀具工作站指令,刀具交换装置又将这些从机床上卸下来的刀具,各个加工单元取走,送回中央刀库,或将一些需要重磨或重新调整的刀具以及断裂的刀具,直接送至刀具装卸站。图1表示了FMS环境下刀具流的组成及运行过程。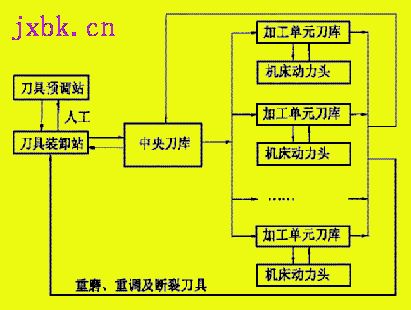
图1 FMS环境下刀具流的组成及运行过程
3 刀具的调度
刀具的调度是FMS中刀具管理系统的主要内容,由刀具工作站计算机采用软件控制的方式实现。所谓刀具调度,就是按照某种策略、算法,合理安排FMS中的全部刀具活动。而调度策略就是给各种刀具活动赋予不同的优先级的原则或方法。根据FMS中刀具活动的性质,刀具调度策略具有以下几种类型。
刀具交换装置的服务策略
在FMS中当多台机床提出刀具服务申请时,换刀机器人或刀具运送小车应该首先选择哪台机床为服务对象,此即刀具交换装置的服务策略问题。在刀具管理系统中提供如下几种服务策略以供选择:
先进先出策略。对最先提出刀具搬运申请的机床优先进行刀具搬运服务。
优先级策略。根据系统生产调度的要求,对各加工任务确定优先级别,然后再按照分派到机床上的加工任务的优先级高低,确定刀具交换装置的服务顺序。
时间最短策略。即对刀具搬运时间要求最短的机床优先服务。
时间最长策略。即对刀具搬运时间要求最长的机床优先服务。
数量最少策略。即对刀具搬运数量最少的机床优先进行刀具搬运服务。
数量最多策略。即对刀具搬运数量最多的机床优先进行刀具搬运服务。
“瓶颈”优先策略。根据机床在系统中的重要性,事先为加工机床分配优先级。关键机床优先级高,优先进行刀具搬运服务。
就近服务策略。当系统中有多台机床提出刀具服务申请时,离刀具交换装置最近的机床首先得到服务。
事实上,决定刀具交换装置的服务顺序是一个很复杂的问题,而以上所提的策略均是针对某一方面的问题而设置的。实际应用中应同时考虑几种情况,比较各种算法的优劣,以期得出较佳的服务策略。
刀具选择策略
一般情况下,系统内有多把适用的刀具处于待用状态,它们可能分布在刀具装卸站、中央刀库或其它机床的刀库内。显然,此时调用其中的任何一把均能满足加工要求。但由于这些刀具所处的位置不同,刀具性能或已使用次数也不同,可能造成对刀具搬运效率、机床加工效率以及刀具的合理使用等方面的影响。因此,合理的刀具选择策略有利于刀具的有效利用,并能提高系统的生产效率。以下是几种常用的刀具选择策略。
刀具运输时间最短策略。这里的刀具运输时间是指刀具交换装置从当前位置到所需刀具位置再到需要该刀具的机床的总时间,显然,该策略的目的是提高系统的响应速度,减少等待时间,提高系统的效率。
刀具使用均衡策略。此策略选择刀具剩余寿命最大的刀具进行调度,其目的是均衡刀具的使用效率,以便刀具基本上同时达到磨损极限而整批地更换,从而减少系统运行时系统内外刀具的频繁交换。
剩余寿命最小策略。此策略与前一种策略目的相反,即为了避免由于刀具基本上同时达到使用寿命而导致系统在某一时间段刀具的流动量过大。按照这种策略,刀具剩余寿命最小者优先调度。
装卸站优先策略。此策略对处于刀具装卸站的刀具优先调用,从整体上减少了刀具的输送量,减轻了刀具装卸站的容刀负荷,使新刀能够尽早投入使用。
按权优先策略。根据刀具的制造及购买等因素,对某些刀具规定其使用的优先级或权限,以平衡系统内刀具的使用。
高效刀具优先策略。此策略对满足同一需求的刀具,首先挑取那些可进行高效切削的刀具,从而提高加工效率。
4 刀具的监控
刀具的监控主要是为了及时了解正在使用的刀具因磨损而发生的性质变化。目前,监控主要从刀具寿命、刀具磨损量的监测、刀具断裂以及其它形式刀具故障的发现三个方面来进行。刀具寿命是指刀具的耐用度,即正常情况下,磨损量达到磨钝标准为止的总的切削时间。刀具寿命值可以用计算方法求得,但通常都是用试验方法来测定,将求得的寿命值记录在各把刀具的文件中。刀具装入机床以后,通过计算机监测系统,向工作站报告实际使用了多少时间,这个数值也记录在刀具文件中。刀具在使用过程中,计算机每隔一定时间向管理员提供刀具情况报告,其中包括刀具寿命现状表和各加工单元需增补的刀具表。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
