| 汇川注塑机专用变频器节能改造方案 |
|
| 日期:2007-7-21 22:22:09 人气:108 [大 中 小] |
|
|
|
塑料用合成树脂与合成橡胶、合成纤维三大类合成高分子新型材料,已经与钢铁、木材、水泥一起构成现代社会中的四大基础材料,是信息、能源、工业、农业、交通运输乃至宇宙空间和海洋开发等国民经济各领域不可缺少的新型材料。塑料制品加工行业是轻工行业中近几年发展速度较快的行业之一,随着塑胶企业数量的增多,降低生产成本,提高产品竞争力成为许多塑料制品厂共同关心的问题。在加工成本中,电费占据了相当大的比例,而数量众多的注塑机是耗电最多的设备,因此,对注塑机进行节能技术改造就显得非常迫切和必要。在注塑机上推广应用变频器可以实现节约电能、提高生产率和产品质量,降低油污染和噪声污染,延长机器使用寿命等优点。因此将逐步推广使用。
1 注塑机变频调速系统的方案
1.1注塑机的工作循环如下:
1.1.1 锁合模:模板快速接近定模板,且确认无异物存在时,系统转为高压,将模板锁合。
1.1.2 注射台前移:喷嘴与模具紧贴。
1.1.3 注射:注射螺杆以一定的压力和速度将料筒前端的熔料注入模腔。
1.1.4 保压、冷却:通过此动作,使模腔内的塑料制品冷却成形。
1.1.5 预塑:传统上应用液压马达驱动螺杆并后退,料斗中加入的塑料粒子被前推,并进行预塑。螺杆后退到预定位置,停止转动,准备下一次注射。
1.1.6 注射台后退,开模
1.1.7 顶出制品
以上这些动作在传统的注塑机上都是以液压系统来完成的。由油泵和不同阀门的配合产生不同的压力方向和流量,提供油缸和液压马达所要求的推动力和移动速度。
众所周知,油泵的输出功率
Pt=p×Qt=p×V×n (1)
而油泵的理论转矩:
Tt=1/2π×p×V (2)
式中p为压力,Qt为流量,V为油泵排量(油泵每转排出的油量),n为油泵转速
将(2)式代入(1)式得:
Pt=2π×Tt×n (3)
如果忽略机械能到液压能转换过程中的能量损失,则可近似认为油泵的输出功率等于电机的输出转矩与电机转速的乘积。因此可以看出,当系统要求低流量时,系统需要的功率其实是非常低的。但是实际情况却是,由于电动机始终运行在工频50Hz状态上,并不能根据实际的需求来降低其转速,从而减小流量。因此多余的液压油只能通过比例流量阀流回油箱,造成能源的白白浪费。
根据以上事实,汇川技术有限公司以此为基础,在多年的实践应用中积累了许多宝贵经验,提出了在注塑机械上变频器应用的多种节能方案,并为此专门推出了MD系列带有注塑机扩展卡的为注塑机变频节能量身定做的专用变频器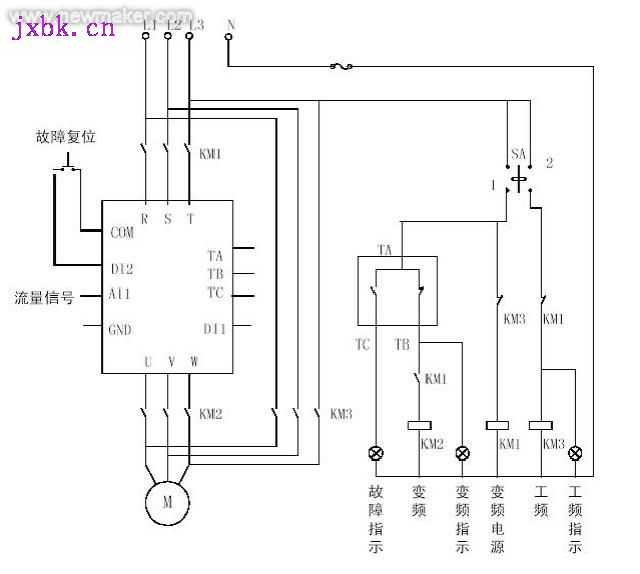
图 1变频节能电气原理图
1.2 典型的控制方案
此种方案将控制比例流量阀的电流信号同时输入给变频器的模拟量输入端(AI1,GND),通过控制油泵电机的转速,油泵的实际流量正比于电机的转速,油泵的输出功率因此也正比于电机的转速(见公式3),起到了节能的目的。根据塑料制品和工艺要求的不同,其整体节能效果从35%至70%的范围内不等。
从电气原理图1可知,工频与变频用SA及KM3、KM1进行电气互锁,确保工频运行与变频运行不能同时进行,保护系统安全运行;当选择开关SA在中间位置,即在0档时,电路不工作;SA转至左边,即在1档时,KM1得电(变频运行指示灯HL2亮),其常闭辅助触头先断开,切断工频控制回路。KM1常开辅助触头后闭合,KM2得电吸合。KM1、KM2主触头先后闭合,接通变频器主电路。此时如果有运行信号(见图2:原系统星三角启动切换完,且控制线路选择到变频运行,即KM2线圈得电,这时DI1-COM闭合,变频器运行,注塑机开始工作。变频器根据注塑机电脑板给出的及流量信号(,经内部处理后,输出不同的频率,调节马达转速,即:输出功率与压力和流量同步自动跟踪控制,故可以大大减轻合模、开模的震动,稳定生产工艺、提高产品质量,减少机械故障,延长机器使用寿命。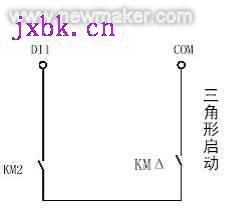
图 2 变频器运行信号
当检测有异常时,TA-TB断开,切断变频器输出信号及输出回路。TA-TC后闭合,HL1故障指示灯亮。排除故障后,按故障复位键后,既可继续工作。当SA转换至右边时,工频运行,即与原系统工作时一样,确保变频器出现异常时,不影响生产。
1.3 功能代码的设定
F0-00 0
F0-01 1
F0-02 3
F0-05 现场调整
F0-06 现场调整
F0-09 1
F0-10 9
F3-02至F3-09现场调整
变频器相关功能端子说明及其它功能码的设定请参见汇川的相关用户手册。
2 汇川注塑机用系列变频器特点
该系列变频器是适用于注塑机节能与自动化改造的专用变频器,采用优良的矢量控制策略使其具有较快的动态响应,先进的电流限制技术和硬件优化设计,能保证在负载频繁波动的情况下,变频器不跳闸。并具有以下特点:
2.1 可靠性
完善的可靠性设计方案:如冗余设计,降额设计等,所有元器件全部采用工业或军工等级;专业化的制作平台,从而保证整机的可靠性。
2.2 高节电率:保留注塑机原有控制方式油路不变,采用先进的微电脑控制技术,使定量泵变为节能型变量泵,注塑机液压系统与整机运行所需要的功率匹配,无高压节流溢流能量之损失,提高油泵电机功率因素至0.96以上,节电率一般可达25%~65%,所有投资6~12个月便可收回。
2.2 软启动
相比工频起动方式,采用变频器控制可以减小开锁模震动,延长模具的使用寿命,同时系统发热量减小,油温稳定,延长液压系统的使用寿命,为用户节省了维护的费用,由于运行稳定,对塑胶制品的品质稳定性有较大提高。
2.3完善的EMC设计,变频器采用完善的EMC设计方案,内部布局优化设计,采用多种EMI对策,确保对注塑机电气系统的干扰减小到最小,保证其工作的稳定性。
3 节能改造后的测试
总的来讲,节能效果是肯定的,节电率达25%-65%,且运行稳定可靠。
3.1 工变频对比方面:在不改变注塑机和变频器参数的前提下作比较:射出成型品的品质方面无影响,周期在变频工作时会慢0.3-1.2秒(变频器功率越大,产品工况越复杂,周期就会相应的增加),在射出的稳定性和重复精度方面,变频状况较工频状态稳定,因为变频状况注塑机压力油温度可降至35-40℃左右,在此状况下的油温最能保证液压执行件的重复精度和稳定性,压力油的使用寿命也会延长,也减轻了中央运水系统的负荷,油温较工频状态降低15-18℃。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
