| 光盘注塑机工艺程序及应用(下) |
|
| 日期:2007-7-21 22:21:27 人气:77 [大 中 小] |
|
|
|
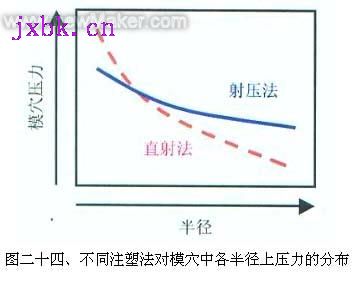
射铸法(Injection Coining)
所谓射铸法是在射料之后,先维持一段较低的锁模力,然后再加大所模力。如表中所示,有三种注射法的比较。
7.成形(Molding)
模具温度必须与料温、射速与射压一起考虑,而冷却时间会影响到盘基品的厚度,进而影响“循环时间”(Cycle Time)。
8.穿孔(Punching)
一般欧洲注塑机在炮筒顶端有设计“针阀喷嘴”,当注射、保压结束之后,在冷却期的初期,针阀将会关闭而喷嘴会后退,此时在冷却期末段才施行冲头穿孔作业,我们称此方法为“硬切割”(Hard Cut)。
日本式注塑机则不用此计阀喷嘴的设计而炮筒也不需要后退,因为在冷却期前段冲头就已施行穿孔,因此塑料还尚未完全冷却时,穿孔作业已完成,我们称此方法为“软切割”(Soft Cut)。软切割的好处是:
(1) 塑料可以稳定的流动,温度稳定性提高;
(2) 在塑料仍很软时穿孔,可避免硬切割在内孔边缘产生应力(Stress);
(3) 此种方式在穿孔时不需要炮筒后退,因此减少机械的损耗。
一般压模的标准内孔直径为34mm而在DVD生产的部份也有使用直径22mm的压模内孔。
9.取出(Take-out)
以机械手臂(Robot Arm)将水日弹掉或夹出来再抛弃的两种方式。
10.冷却定形(Conditioning)
当盘基自模具中取出后,温度仍很高,这时若置放在不平衡的冷却装置上,冷却不均匀将会导至翘曲的产生,不光是冷却要有足够的时间,在冷却区域的落尘量也要考虑,因为既使是1,000级的净化区域,当盘基在其中停留几十分钟仍有被污染的机会,尤其是水平置放的冷却方式,因此多半在高效率过滤网(HEPA)的沉流罩下仍要有“高压静电吹风器”(De-ionized Blower),其针尖处将流过的空气带电,以使空气中的灰尘因带电而附着在墙上而不会乱飞,而机器本身的接地工作也要落实,以免累积过量的电荷而产生放电火花。因此,最佳的冷却装置是将盘基直立的边旋边前进的直条形冷却机构(Rotation Vertical Cooling Buffer)
四、操作与问题分析
实际操作上我们都希望能有较快的产速,亦即短“生产周期”(Cycle Time),而降低生产周期的因素有:(a)双折射;(b)翘曲;(c)沟槽的几何形化
1.线内光学测试机(In-Line Optical Scanner)
(1)测试光源(Light Source)
线内100%检测机是由灯泡(Lamp)、固态激光(Laser Diode)或发光二极管(LED)等光源加上一些光学滤波片(Optical Filter)与光侦测数组(Photo Array)来做穿透与反射的光强度(Light Intensity)测量,我们可以得到盘基上如穿透率、反射率、翘曲与缺陷等的状况。
(2)盘片着陆后的稳定性(Vibration Stability)
一般线内光学测试机需要在1~2秒内将一片盘机做完检测,故盘基落在检测机的“承轴”(Chuck)上要能稳定后再开始测量,这就是延迟时间的功用。
以往于1998年CD-R刚开始大量生产时候,可录式光盘复制线上会配置有三台线内光学检测机,分别对盘基、染料片(Dye Disc)与成品(Finish Disc)做质检,但现在的复制线多半已取消第一台的配置,即不线上内测盘基,而盘基的测试多半由线外光学检测机来担任。
2.线外光学测试机(off-Line optical Tester)
现外光学检测机与线内的相似,差别在于可以做更复杂的光学计测,加上一些空间的计量设置与偏光片(Polarizer)的组合,我们可以经由计量不同角度上散射光的强度来估算沟槽的宽度与深度,但这估计值(相对值)需要与原子力显微镜(Atomic Force Microscope, AFM)所测出的绝对值做比对才能确认其是否达到相当的精度。
(1)光学读取头
值得一提的是一般市售光刻的“光学读取头”(Pick-Up Head, PUH)与光学测试机的光源照射方式是不一样的,线内线外的光学测试机是采用一毫米直径平行光束与PUH中要聚焦(NA)是不同的。
(2)透明度(穿透率/反射率)
加温过高会将塑料烧焦而产生黄化的问题,塑料干燥不全盘基也会有白斑的产生,一般正常操作下,保持适当的“螺杆旋进速度”(Screw Circumferential Velocity)与“射速”(Injection Velocity),塑料会保持良好的透明度。
(3)翘曲度(Tilt/Dishing)
翘曲的成因主要是两半模具的温度差异,其次是盘基在模具中的冷却速率,以及冷却时的模穴压力与开模前的吹风(Air Blow),当然在开模之后所取出的盘基仍然很热,没有适当的冷却也会产生翘曲,而后续的染料盘基烘干、溅射、粘合、紫外光硬化保护胶层(UV Curing)与印刷等也会影响到翘曲的大小。一般所称翘曲多半是是指轴向“翘曲”(Radial Tilt),而也有“切线翘曲”(Tangential Tilt)。
(4)双折射
光学上的“双折射”(Birefringence)又称“后推量”(Retardation),这是指在材料本身结构中各方向的折射率有所不同,造成不同方向上的“偏光分量”(Polarization Component)虽然穿过相同的塑料厚度仅会有相位(Phase)上的差异。当盘基中有双折射的变异时,光学头读取信号的激光经过光盘反射后会在各偏光分量上的相位有所不同,此干涉干扰的强弱作用会进而影响到信号强度的读取,因此,我们要降低双折射量,并维持内外径上的双折射的一致性。
双折射的成因有:(a)塑料分子在成形时的冷却快慢,是否有应力残留;(b)冲头切口的时间点是否会造成内圈材料上的应力;(c)注塑方法的选择是否会使溶化的塑料在模具中的流动与收缩发生问题;(d)塑料的密度变异。
双折射的影响为:(a)改变激光的极化偏振相位,使反回光学读取头的信号变异:(b)PUH循轨力量减弱;(c)容易产生散射(scattering);(d)可录式光盘成品的刻录效果不佳,烧孔成形变异,自然对碟机的兼容性减弱。
双折射的调整如图所示,增加料温或加大锁模力会使内外径的双折射一同降低,而其它参数(降低射速、降低模温、延长冷却时间、延后冲头切口时间等)的调整可以促使内外径上的双折射量达到一致 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
