|
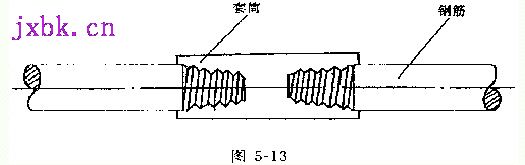
螺纹套连接法的原理比较直观和简单,它的工作示意见图5-13。在被连接的钢筋端部加工出外丝扣,而套筒两端则设有内丝扣,将套筒拧在1根钢筋上,再把另1根钢筋拧上套筒的另一端,就实现了连接。
螺纹套连接方法的应用范围与套筒挤压连接方法一样,即一般用于直径为16-40mm的Ⅱ级、Ⅲ级钢筋(包括余热处理钢筋)。这种方法分锥螺纹连接和直螺纹连接两种。
1.锥螺纹连接
钢筋锥螺纹连接所成的接头就是将钢筋需要连接的端部加工成锥形螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋按规定施加力矩值,从而连接为一体的钢筋接头。
有关应用锥螺纹连接的方法应符合《钢筋锥螺纹接头技术规程》(JGJ109-96)的要求。
(1)一般情况
锥螺纹连接套的材料宜用45号优质碳素结构钢或其它试验确认符合要求的钢材。
按《钢筋锥螺纹接头技术规程》规定:“锥螺纹连接套的受拉承载力不应小于被连接钢筋的受拉承载力标准值的1.10倍。”(其中“受拉承载力”在《钢筋机械连接通用技术规程》写为“抗拉承载力标准值”),由于连接套用含碳量较高的钢材制作,故不控制屈服承载力标准值。
性能等级分A级和B级二级。
采用螺纹套连接时,丝头制成锥形的,成为锥螺纹,目的是使连接套局部壁厚不致过分减小,从而有利于改善连接套受力条件。
(2)主要机具
1)钢筋套丝机:是用于加工钢筋连接端锥螺纹的机器,型号为SZ-50A,可套制直径为16-40mm的Ⅱ级、Ⅲ级钢筋的丝头。
2)量规:包括牙形规、卡规或环规、塞规,均应由钢筋连接技术提供单位配套提供。
3)力矩扳手:力矩扳手供钢筋与连接套拧紧用,并用以测力。它可以按所连接钢筋直径的大小,设定拧紧力矩值进行控制,达到该值,就发出声响信号。
4)砂轮锯:用于切断挠曲的钢筋端头。
(3)操作要点
1)钢筋下料可用切断机或砂轮锯,但不得用气割切割。钢筋下料要求它的端面与轴线垂直,端头不出现挠曲或马蹄形。
2)加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距一致,且经配套的量规检测合格。
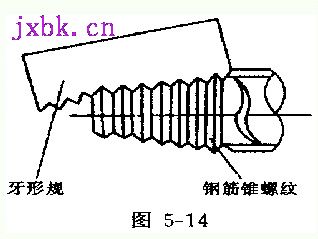
锥螺纹丝头牙形检验要求:牙形饱满,无断牙、秃牙缺陷,且与牙形规的牙形吻合;牙齿表面光洁。图5-14示牙形检验牙形示意。
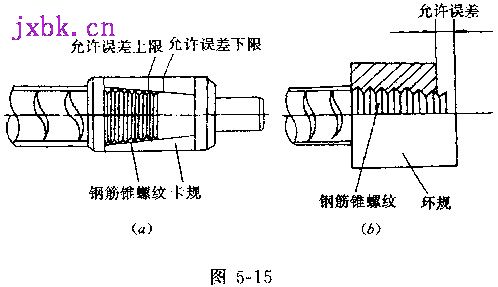
锥螺纹丝头锥度与小端直径检验(见图5-15)要求:丝头锥度与卡规或环规吻合,小端直径在卡规或环规的允许误差之内。
3)加工钢筋锥螺纹时,应采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠。不得用机油作润滑液,或不加润滑液套丝。
4)在加工过程中要逐个检查丝头,达到质量要求的要用与钢筋规格相应的塑料保护套套上,避免受损伤。
5)连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净、完好无损;当钢筋带着连接套运输或安装入模时(有的钢筋预先与连接套一端接上),带连接套的钢筋应固定牢,连接套的外露端应有密封盖。
6)接头必须用力矩扳手拧紧。连接钢筋时,应对正轴线将钢筋拧入连接套,然后再用力矩扳手拧。接头拧紧值应满足表5-7规定的力矩值,不得超拧。拧紧后的接头应做上标记。
接头拧紧力矩值 表5-7
|
钢筋直径(mm) |
16 |
18 |
20 |
22 |
25,28 |
32 |
36,40 |
|
拧紧力矩(N.m) |
118 |
145 |
177 |
216 |
275 |
314 |
343 |
力矩扳手的精度为±5%,要求每半年用扭力仪检定一次(有关“力矩”的意义将在本书6.1.2中叙述)。
(4)接头的施工现场检验与验收
按一般机械连接接头的检验项目规定进行单向接伸试验;补充其它质量检查要求如下:
1)任意抽取同规格接头数的10%进行外观检查。钢筋与连接套的规格应匹配;接头丝扣应无完整扣外露。
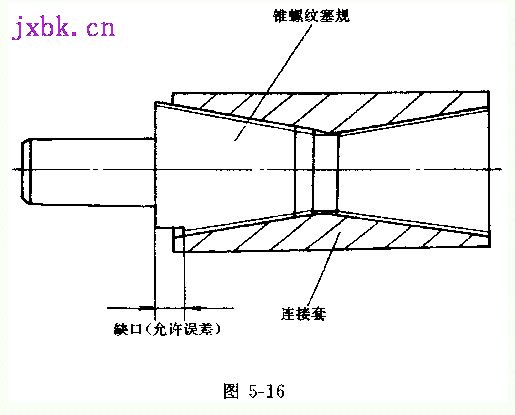
2)连接套的质量检验:锥螺纹塞规拧入连接套后,连接套的大端边缘在锥螺纹塞规大端的缺口范围内为合格(见图5-16)。
3)用供质量检验的力短扳手,按表5-7规定的接头紧值抽检接头的连接质量(质量检验与施工安装用的力矩扳手应分开使用,不得混用)。
抽检数量:梁、柱构件按接头数的15%,且每个构件的接头抽检数不得少于1个;基础、墙、板构件按各自接头数,每100接头作为一个验收批,不足100个也作为一个验收批,每批抽检3个接头。抽检的接头应全部合格,如有1个接头不合格,则该验收批接头应逐个检查,对查出的不合格接头应进行补强(做好记录,记下规定力矩值、施工力矩值以及检验力矩值,由技术负责部门确定补强方案)。 | 