| 等离子弧焊小孔行为的反翘电压检测 |
|
| 日期:2007-7-16 20:12:36 人气:56 [大 中 小] |
|
|
|
摘要:在穿孔等离子弧焊接过程中,小孔稳定性对焊接过程的稳定和优质的焊缝成形是非常关键的。文中采用无源探针对由等离子弧梯度电压和等离子鞘层电压构成的等离子反翘(等离子云)电压进行检测。根据等离子鞘层理论,随等离子反翘长度和角度变化的反翘电压可以反映小孔的状态信息及其形成、坍塌过程。文中讨论了检测信号的特征,以及材料、探针位置、焊接电流,等离子气流等因素对检测信号的影响。试验证明,该方法可以有效的预测小孔信息和焊缝熔透情况。
关键词:等离子弧焊;小孔;反翘电压;检测
0 序言
穿孔等离子弧焊具有等离子弧能量密度高、等离子流力大的特点,可以实现中厚度材料的单面焊双面成形。然而,焊接小孔的不稳定性直接影响着小孔型等离子弧焊接过程稳定性及接头质量,是影响该焊接方法应用的瓶颈[ 1 ] 。因而小孔行为的检测和实时控制的研究具有重要意义。目前国内外对小孔行为的检测主要采用尾焰导电法、尾焰光电法、正面弧光检测法[ 2 ] 、正面图象检测法[ 3 ] 、声音传感法[ 4 ]等,但这些
检测方法或是由于应用条件苛刻或是由于成本过于昂贵而难以应用于实际生产。
文中提出并研究了从等离子电弧反翘电压信号中提取熔透穿孔信息,并设计了一套无源探针检测系统。该系统直接利用电弧反翘进行传感,不必附加复杂的仪器设备,具有可达性,可靠性好和实用廉价的特点。
1 反翘电压检测原理和方法
采用穿孔等离子弧焊进行焊接,在焊接小孔形成过程中,在工件的上方(与焊接方向相反)会出现一个自熔池射出的小弧,称它为等离子弧反翘(亦称等离子云[ 5 ] )。随着焊接熔深的增加,反翘的大小和倾角都会相应的增大,在小孔即将形成的瞬间反翘达到最大。在小孔形成、稳定存在过程中,焊接条件的微小变化和周围干扰的存在,都会使焊接小孔尺寸发生变化。
此时,等离子反翘也随着小孔的尺寸发生相应的变化。当小孔直径增大时,电弧尾焰增大,反翘变小;反之,则等离子反翘增大(如图1所示)。 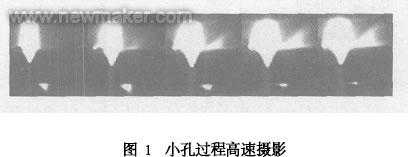
当焊接电流过大,小孔坍塌,工件烧穿时,等离子反翘消失。所以,通过对等离子反翘的有无、形状的检测可以判断焊接小孔的状态。
采用无源探针检测系统(如图2所示)对反翘的状态进行检测。其原理为:由于等离子体的导电性,在探针与等离子反翘的表面接触处,会形成一个带负电位的鞘层[ 6 ] 。根据鞘层理论可知,在探针表面会产生鞘层电位,经过推导该鞘层电位Vw 值为 
式中: T为等离子体温度; ve 为电子平均运动速度; vi为离子平均运动速度; me 为电子质量; mi 为离子质量; K为玻耳兹曼常数。可见, Vw 仅与等离子体温度T成正比,与离子对电子质量的比值有关,与探针形状以及探针伸入到等离子体中的长度无关。此外,检测电压还包括探针与工件之间存在的电位梯度导致的分压,该电压的取值与探针和工件之间的电位梯度有关。随着反翘形态的变化,探针处等离子体温度也将发生周期性变化,从而导致检测电压的变化,故该电压变化可以反映小孔的形成状态。 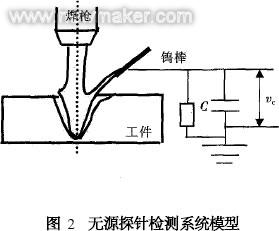
2 试验系统和条件
2.1 试验系统
试验系统主要由以下几部分组成:等离子弧焊接(PAW)系统,无源探针检测系统,计算机数据采集系统及FASTCAM Super 10K/10KC高速摄影仪。PAW系统由等离子弧焊接电源,时序控制器,焊枪,行走装置等组成。无源探针检测系统由探针,滤波电路,位置扫描装置组成。计算机数据采集系统用于对信号的采集与处理。
2.2 试验条件
焊接工件材料为1Gr18Ni9Ti不锈钢,板厚为5mm。焊接参数:钨极内缩3.0 mm,焊接电流190 A,焊接速度5.6mm/ s,离子气流量4.0L /min,保护气流量20 L /min,离子气、保护气均为氩气。
3 试验结果与分析
3.1 试验条件下采集的反翘电压信号图3是通过扫描确定最佳探针位置后采集的稳定小孔过程的反翘电压信号(曲线1)和尾焰导电法采集的同步验证电压信号(曲线2) 。通过反翘电压信号与尾焰电压验证信号比较可见,两波形保持了很好的对应关系:在小孔长大过程中,等离子弧尾焰变大,反翘变小;相应的尾焰电压变大,反翘电压变小;在小孔收缩过程中,尾焰变小,反翘变大;故尾焰电压变小,反翘电压变大。该试验结果表明,反翘电压检测法可以准确的从工件正面采集焊接小孔的状态信息。 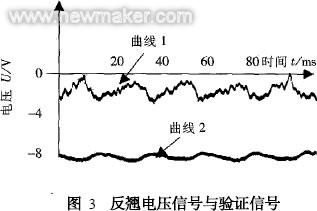
图4为采用变化的焊接电流进行焊接时采集的到反翘电压信号。由图可知,在a 点以前,焊接电流较小,工件未熔透,未能形成焊接小孔,反翘电压较小。在a和b之间,焊接电流的增大,焊接熔深随之不断增加,并最终在b点形成小孔;此过程中,等离子反翘的尺寸角度不断增大,在即将熔透的瞬间( b点) ,达到最大值(可用于判断小孔是否形成) 。b、c之间是小孔稳定存在的阶段,随着焊接电流的增大,焊接小孔的直径整体呈增大趋势,所以,等离子反翘渐渐减小,相应反翘电压信号也呈减小趋势。c点以后,工件烧穿,反翘消失,反翘电压信号为零。在工件烧穿之前的瞬间,由于小孔形状的变化,致使反翘的角度发生周期性抖动,形成一个负的波峰。 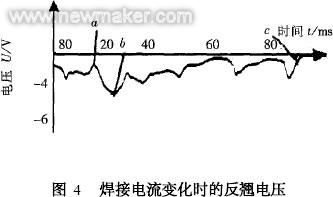
3.2影响反翘电压信号的主要因素
3.2.1 材料
文中对不锈钢( 1Cr18Ni9Ti) 和普通低碳钢(Q235)两种材料对反翘电压的影响进行了研究。结果发现,在正常焊接条件下,由于两种材料的导热系数,线膨胀系数,化学成分的较大差异,造成了熔池形状的很大差别,引起等离子反翘的最大角度以及反翘大小的明显差异(如图5所示) ,从而导致了在同样条件下检测的反翘电压不同。当采用不同材料进行焊接时,必须对探针的检测位置进行重新调整。
3.2.2 探针位置
等离子弧反翘的温度分布不均匀,从中心到两端,温度逐渐降低。因此,当探针从反翘的中心向外部移动时,随温度的降低,造成鞘层电压的绝对值也相应减小,因此,检测到的反翘电压幅值也随之减小;当探针处在等离子体之外时,尽管该处温度很高,由于不存在等离子体,故检测电压为零。另外,当探针距离等离子反翘喷射中心太近时,由于反翘温度过高,探针将被烧毁,因而无法进行检测。总之,确定探针在反翘中的合理位置是非常关键的。
3.2.3 焊接速度
在其它焊接工艺参数不变的条件下,焊接速度变化时,热输入相应发生变化,导致焊接熔池形状不同。等离子反翘是在焊接反方向熔池的最大切线处喷出,故其最大反翘角度也会相应改变。焊接速度增大,最大反翘角度减小;焊接速度减小,最大反翘角度增大。所以,固定位置的探针所处的等离子鞘层的温度会随反翘形态的变化而变化,影响反翘电压的取值。
3.2.4 焊接电流
焊接电流的变化也会对检测电压的取值带来影响(如图4) 。在小孔形成以前,焊接电流增大,熔池的熔深增加,反翘角度变大,检测电压增加,在即将形成小孔时达到最大值;小孔稳定存在时,焊接电流增大,则熔池小孔直径增加,最大反翘角度和高度相应降低,检测电压最大值变小,甚至有可能造成探针脱离等离子反翘,无法检测到电压信号。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
