|
张伦,袁启民,张怀增 (马头发电总厂,河北邯郸056044) 摘 要:文章对T91+12Cr1MoV异种钢焊接工艺问题进行了研究,并对有关焊接工艺简化的可能性进行了探讨,通过对比试验和试验验证,提出了简单实用、可指导实际施工的焊接工艺。采用该工艺指导实际生产获得了良好的效果。
关键词:金属材料;异种钢焊接;工艺试验;T91钢;12Cr1MoV钢 目前,T91钢已广泛应用到我国新机组建设或老机组的改造中,在老机组改造中,遇到的突出问题就是T91钢与TP347、G102和12Cr1MoV等钢的异种钢焊接问题。国外就T91异种钢焊接问题的研究,在焊接材料上多采用“中匹配”即合金元素含量介于2种母材之间的焊接材料方案,在工艺上多采用焊前预热、焊后热处理工艺[1]。
下面就在我国采用较多的T91+12Cr1MoV异种钢焊接工艺及焊接工艺的简化问题进行探讨。 1试验材料
1.1母材
T91钢是在ASTM A213-T9钢的基础上,降低含碳量,添加微量Nb、V合金化,并控制含N量得到的。允许使用于壁温≤625 ℃的锅炉过热器及高温再热器,该钢具有较大的冷裂倾向,焊接时可能产生冷裂纹和热裂纹。
12Cr1MoV钢属珠光体低合金热强钢,该钢具有较高的热强性能和持久塑性,可用于壁温≤580 ℃的锅炉受热面管,该钢的焊接性良好,对于壁厚较小的小径管,焊前不预热,焊后不热处理。T91钢和12Cr1MoV钢的化学成分见表1、表2,常温机械性能见表3。 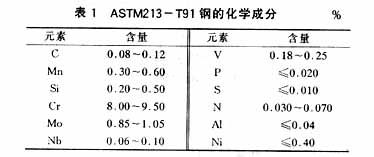
1.2T91钢的异种钢接头裂纹敏感性分析
T91异种钢的焊接具有以下性能[2]:
a. T91钢和T22、G102、TP347 3种异种钢焊接接头对热裂纹不敏感,抗裂性能良好。
b. T91钢对再热裂纹不敏感。
c. T91钢碳当量高,淬硬倾向大,T91异种钢焊接接头的冷裂纹倾向与同质材料焊接接头相当,通过一定的工艺措施可以避免产生冷裂纹。
1.3焊接材料
分别选用高、低匹配的2种类型的焊接材料进行对比试验,一种是与T91钢相匹配的焊丝,即TIG-9CrMoV(N)焊丝;另一种是与12Cr1MoV钢相匹配的焊丝,即TIG-R31焊丝,试验用母材和焊丝的化学成分见表4[3]。 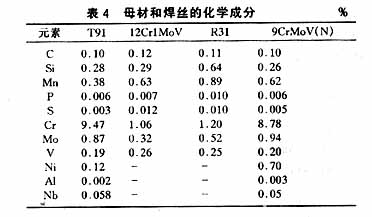
1.4焊接方法
不同的焊接方法对焊缝的韧性影响较大,采用氩弧焊焊接方法,焊缝具有优异的塑性和韧性[4],因此选用全氩弧焊焊接方法。
2T91+12Cr1MoV异种钢焊接工艺
2.1焊接工艺
根据现场实际生产的需要,选择母材规格为φ42 mm×5 mm,坡口采用“V”型,坡口角度为60°±2°,对口间隙为1.5~2 mm,焊丝规格为φ2.5 mm。由于T91钢碳当量高,具有一定的冷裂倾向,因此焊前应采取预热措施,预热温度150~200 ℃[3],采用火焰加热的方法。内部充氩气保护,电源采用直流正接极,焊后热处理温度为740±10 ℃,保温时间1 h。
2.2焊接工艺方案
根据T91+12Cr1MoV异种钢焊接不同的匹配和是否热处理,选用了4种方案,方案内容见表5。 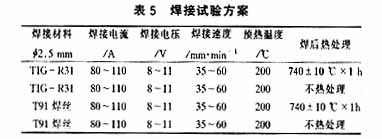
3焊接接头试验
对焊制的T91+12Cr1MoV异种钢焊接接头经X—射线探伤合格后,按焊接工艺评定规程的要求,制取拉伸、弯曲、金相、高温短时拉伸试样。
3.1T91+12Cr1MoV异种钢机械性能试验
试验结果见表6。焊接接头的抗拉强度均高于T91+12Cr1MoV异种钢焊接接头的规定值,但12Cr1MoV钢侧经保温1 h热处理后,母材抗拉强度下降比较多,使12Cr1MoV钢的抗拉强度接近该钢的下限,因此有必要对焊后热处理的时间进行研究。 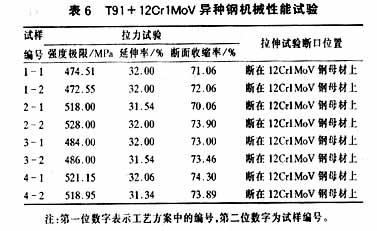
取12Cr1MoV钢母材、T91+12Cr1MoV异种钢焊接接头,热处理保温时间分别为30 min和40 min进行对比试验,试验结果见表7。
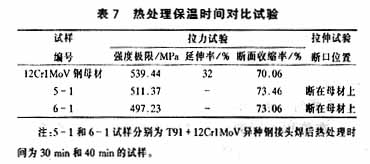
由表7可知,焊后热处理保温时间30 min就可以满足性能的需要。因此焊后热处理的保温时间选用30 min,1 h的保温时间较长。
3.2弯曲试验
对T91+12Cr1MoV异种钢焊接接头进行了弯曲试验,试验结果见表8。
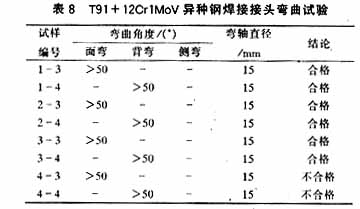
从表8弯曲试验结果看,用高匹配的焊丝,焊后不热处理,弯曲试验不合格,因此用高匹配的焊丝焊接T91+12Cr1MoV异种钢焊接接头,焊后必须进行热处理。用低匹配的焊丝焊后热处理和不热处理,弯曲试验均合格。
3.3金相分析
对T91+12Cr1MoV异种钢焊接接头按不同的工艺方案进行了金相组织分析(热处理试样的保温时间为30 min),T91钢的母材组织为索氏体;12Cr1MoV钢的母材组织为铁素体+珠光体。T91+12Cr1MoV异种钢焊接接头各区的显微组织比较见表9。 | 