| 德国克鲁斯(CLOOS)的高效焊接技术1 |
|
| 日期:2007-7-4 21:05:04 人气:48 [大 中 小] |
|
|
|
关键词:MIG MAG 双丝焊 TANDEM 机器人 激光 等离子 脉冲 WELDING0介绍:
迫于国际竞争的压力,生产企业不得不在焊接甚至其它制造方法上来降低成本,应用焊接机器人等先进焊接技术来提高生产效率变得越来越重要。克鲁斯公司作为数字化焊接电源、自动化焊接设备及焊接机器人最早的生产厂家,提出应用现代的焊接技术和设备与机器人系统是降低成本的最佳方法。
1 用于 MAG 焊接的焊丝和气体
对于低碳钢的多道焊接而言,如果对焊接的材料质量或者焊接的任务没有特殊的要求,药芯焊丝同样适应用于机器人的应用,但通常情况下,不使用这种类型的焊丝。由于实芯焊丝造价最低,并且最高的焊接速度与最高的熔敷率相结合,几乎所有的低碳钢使用的是实心焊丝。 对于高合金钢而言,经常使用的是实心焊丝,而药芯焊丝的使用具有经济的优点。决定用药芯焊丝还是实心焊丝 进行MAG 焊接是非常困难的。平均来讲,对不同类型的钢质材料的机器人 MAG 焊接大约有 70%-80% 使用的是实芯焊丝。 同样的,对于应用 MAG 焊接方面的气体也很难给出一个概论。对于低碳钢的最普通使用的保护气体是 Ar/ CO2 混合气体 ---8%-20%CO2 ,用于高合金钢 2%-3%CO2 和相匹配比例的 Ar。一些用户还额外使用氧气,所有的气体都适用于药芯焊丝或实芯焊丝。 对于铝合金的焊接,经常使用的是 Ar气,对于很厚的铝合金板或者要求很高的焊接速度,He气的使用会带来更好的效果。
2 气体保护电弧焊接工艺与机器人的组合。
由于焊接材料的送进与电弧传感器的有机结合,所以 MAG 焊接工艺与机器人的组合是最佳的焊接工艺。 为适应很高的熔敷率及很高的焊接速度的要求,最新开发的高性能 MAG 焊叫做 Tandem (双丝的高速焊接)焊接工艺。 等离子焊接机器人与 TIG 焊接机器人的焊接工艺是相似的,他们主要的缺点是材料不在中心送进。 激光及激光混合系统,能够使焊接结构产生极小的变形,同时具有很高的焊接速度。主要缺点是要求焊缝准备精确,并且激光系统的成本较高。
3 传感技术
当在长焊缝的焊接及要求在编程后的机器人,在线校正的情况下,通常使用传感技术。更常使用的是电弧传感器和用于高速焊接的激光传感器。
电弧传感器的主要原理,请见图 1 。 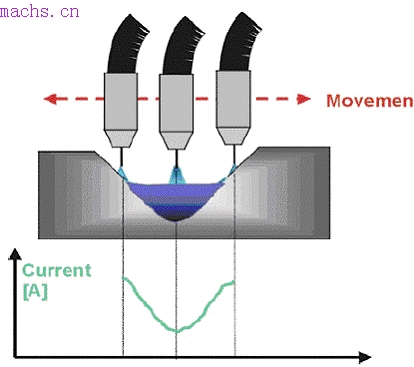
图 1 :电弧传感器的原理 传感器沿着焊接方向按照正确的角度摆动,给出一个焊接电流的变化的信号,通过这个电流信号,机器人能正确的跟踪焊接( V 坡口,角焊缝),电弧传感器主要用于钢的填充材料,由于铝合金焊丝的电阻很小,电弧传感器不适用于这种材料,对于 MAG 焊接,使用的是电流信号,而对于 TIG 和等离子焊接工艺获得电压信号的偏差更有意义。
用于高速焊接的激光传感器,是跟踪焊缝的关键仪器,进一步而言激光跟踪器能测定 V 型坡口焊接的填充量,如果焊接的填充量有变化,则激光跟踪器的控制器会适配相应的焊接速度及相应的送丝速度,从而强制保证恒定的填充量。
4 高效焊接工艺及机器人的应用
4.1传统的 MIG 焊接
与机器人相结合的主要焊接技术是 MAG 焊接工艺,全自动和半自动 MAG 焊接主要采用的是脉冲电弧焊接,这种焊接适用于所有材质,几乎没有任何限制。这些材质是低碳钢和高合金钢、铝合金和钢(镀锌钢板的钎焊)。 图 2 介绍的是脉冲电弧的原理。这种电弧的优点是在金属传输中几乎无飞溅,与标准的电弧类短弧和喷射弧型相对照,脉冲电弧是一个熔滴一个熔滴的滴到熔池中没有任何的短路。
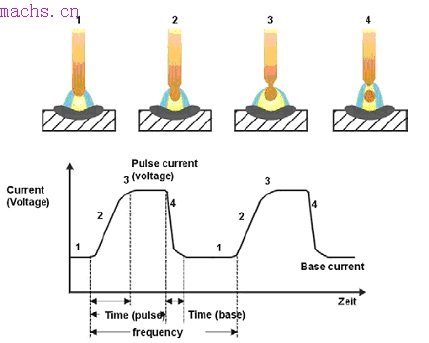
图 2 电弧脉冲的原理 与标准的电弧类型相对照,要确定脉冲电弧的焊接参数非常困难。脉冲电弧的焊接参数的确定,至少要调整 6 个焊接参数。因此,开发被称作单键式一元化的焊接电源使得焊接工艺容易控制。
由克鲁斯开发的特别是用于 MIG 铝合金焊接的 AluPlus (铝+)工艺,图 3 。显示的是双脉冲焊接参数,熔深变得更深,接合的焊缝表面看起来象 TIG 焊过的,与传统的脉冲电弧焊接相比较,这种焊接动态负载变得更高。
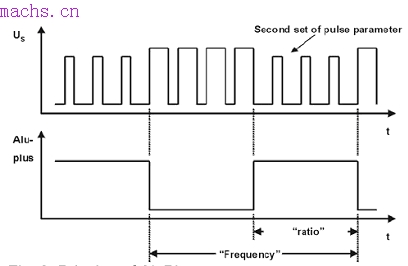
图 3 双脉冲的原理图 4 显示的是机器人的铝合金脉冲焊接工艺,用于宝马 5 系列及奔驰( S 级和 E 级)的铝合金轴的焊接。
图 4 材质为铝合金的后轴结构,传统的 MIG 焊接工艺采用 AL 脉冲焊及 Tandem 的焊接工艺。 MIG 焊接速度为 60 -80cm /min ; Tandem : 180 -210cm /min 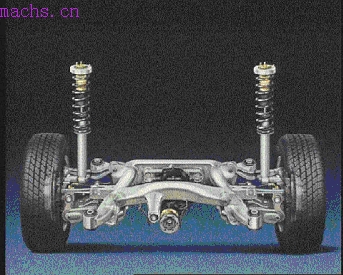
图 5 给出的是焊接机器人的低碳钢 MAG 焊接在船舶工业应用的实例。这条生产线是用于油罐及舱体部分的焊接。 4 个龙门式的机器人在一起工作, X 轴在地面移动 72 米 ,每个机器人在( 2.5X16X4 )米 (X,Y,Z 轴 ) 的范围内操作,机器人的焊接主要是地板与舱板,及舱板与舱板垂直向上的焊接,主要采用的是脉冲弧和短弧焊接,每个龙门上安装有 2 个摄像头的电视监视系统。 
图 5 MAG 机器人焊接在钢船厂的应用 下一个例子请见图 6 ,展示的是卡车工业的铝合金燃油箱的焊接,两个机器人主从配置,每个机器人带有激光传感器,油箱的焊接采用中速 0.8m /min ,焊缝通过氦泄漏试验是否防漏。  图 6a :用于铝合金油箱的带有激光传感器的传统 MIG 焊接,焊接速度为 80cm /min 。 图 6a :用于铝合金油箱的带有激光传感器的传统 MIG 焊接,焊接速度为 80cm /min 。  图 6b 同样的焊接任务,如图 6a ,这里采用的是 Tandem 焊接,焊接速度为 280cm /min 。 4.2 Tandem (高性能 -- 双丝)焊接. 图 6b 同样的焊接任务,如图 6a ,这里采用的是 Tandem 焊接,焊接速度为 280cm /min 。 4.2 Tandem (高性能 -- 双丝)焊接.
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
