|
摘 要:文章阐述了俄罗斯Al - Mg 和Al - Cu 系铝合金用焊条的选择;重点介绍了几种焊条的化学成分、焊接后接头的机械性能,并对其作了比较;最后,有针对性地提出了选择焊条的建议。
关键词:铝合金;选择;焊条;可焊性;化学成分;机械性能
中图分类号:TG14 文献标识码:B
长期以来,无论是俄罗斯还是其他国家,可焊性良好的铝合金有Al - Mg 系铝合金(牌号为AMr1、AMr2、AMr3、AMr4、AMr6、AMr61) 和Al - Cu 系铝合金(牌号为Д20 、1201、1205) 。以后又开发出了新的Al - Mg 系铝合金( 01515、01523、01535、01545、01545K、01570、01570C、1420) 和新的Al - Cu 系铝合金(01460、01461、01464) 。
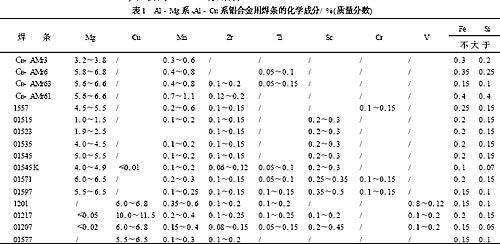
在Al - Mg 系铝合金的弧焊中,通常都是推荐使用Св- AMr2、Св- AMr3、Св- AMr6、Св- AMr61、Св- AMr63、1557、1577 焊条,对Al - Cu 系铝合金则推荐用01201 和01217(见表1) 。
在多年生产经验的基础上可以认定,这些焊条在某些情况下,不可能保证有高的机械性能,而且其可焊性的指标较低。例如,在对01460、01464 和其他铝合金的焊接中发现:其塑性指标就特别低,弯曲角为15°~20°,焊缝的冲击韧性为9~10 J / cm2 。
本文对在Al - Mg 系和Al - Cu 系合金的焊接中使用有限几种新牌号焊条的可行性进行了研究。根据有关的文献资料,在评价可焊性时是用十字形试样、鱼骨形试样和在ЛТП1 - 6 试验装置上进行的,试验法为MBTY。铝合金的可焊性指标列于表2 和表3 中。所有被研究的Al - Mg 系合金试样,都使用了01545K、01571、01597 这3 种焊条,从而保证其可焊性指标比使用传统焊条有很大的改善。例如,在十字形试样上,裂纹形成系数实际上降低至零;变形的临界速度提高到8 %~10 %(AMr6、01545 和01575铝合金) 和10 %~13 %(1420 型铝合金) 。
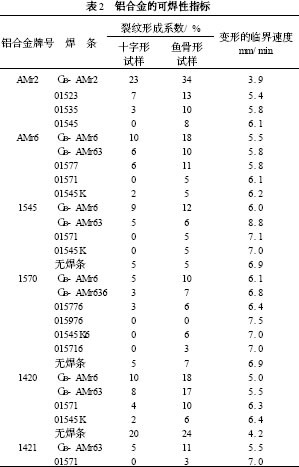
AMr2 铝合金使用了01523、01535 , 尤其是01545K焊条以代替传统的Св- AMr2 或Св- AMr3焊条。这能显著提高其抗热裂纹性能。在十字形试样和鱼骨形试样上的焊接结果表明,裂纹形成系数下降了67 %、80 % ,变形临界速度实际提高了2 倍。因此对由AMr2 铝合金制成的复杂空间结构,最合适的是使用含钪的01523 和01545 焊条,尤其是对手工焊更是如此。
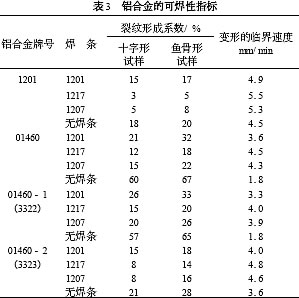
1201 型Al - Cu 系铝合金,使用01207 焊条代替1201 型合金传统的焊条,用在十字形试样和鱼骨形试样的焊接上,可降低裂纹形成系数50 %~67 %。与1217 焊条相比,所有的可焊性指标实际是一样的。
对01460 型铝合金而言,使用这些牌号的焊条代替传统的1201 焊条,都能使其抗热裂纹的性能有明显的提高。
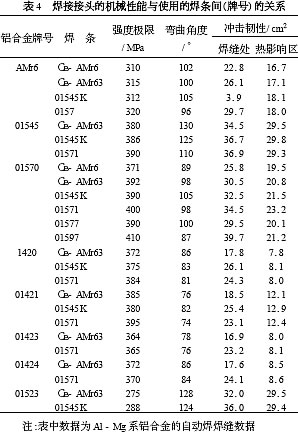
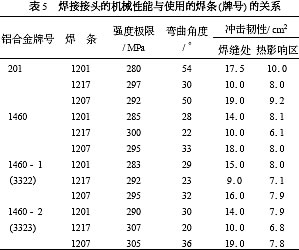
焊接接头的机械性能与使用的焊条牌号有关,见表4、表5 和表6。由分析表中的数据可知,AMr6型铝合金使用新的含钪焊条(1545 和01571) 与传统的Св- AMr63 型焊条相比,焊接接头的机械性能实际上没有什么变化。
对由AMr6 铝合金使用Св- AMr6 和01571 型焊条焊接的两批试样进行比较试验的结果表明:2 种焊条焊接的试样在2 ×106 次循环基数上的疲劳极限实际上是相同的。
由此可见,使用含钪的焊条(01571) 对AMr6 铝合金实施焊接后,在机械性能方面并没有什么特别的优势。鉴于含钪焊条的价格较高(为一般焊条的2~4 倍) ,所以用其来对AMr6 型铝合金焊接就不合
适了。只有对要消除凸起和避免焊穿的焊接接头,才属于例外。在此种情况下,使用含钪焊条(01571 ,01597) 能显著提高强度极限。
对于牌号为01545 和01570 铝合金的焊接,使用含钪焊条能提高抗拉强度1 %~3 % ,焊缝的冲击韧性提高12 %~14 %(与Св- AMr63 焊条相比) 。
对于牌号为01420、01421、01423 和01424 铝合金的焊接,使用含钪焊条实际上不会提高强度极限,会降低弯曲角度,提高冲击韧性10 %~15 %(与使用传统的Св- AMr63 焊条相比) 。
对于01460 型铝合金的焊接,使用1207 焊条代替行业内所推荐的1217 焊条,虽然在强度极限方面没有什么变化,但是能提高弯曲角度50 %~80 % ,而冲击韧性可提高60 %~90 %。
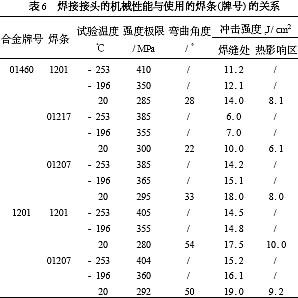
01460 型铝合金是适用于0 ℃以下环境中使用的材料。因此,对牌号为01201 和01460 铝合金在- 196 ℃和- 253 ℃下,依据不同牌号的焊条的焊接强度进行了测定(见表6) 。与1201、01217 和01207
这几种焊条相比,采用其他几种焊系在低温下的焊接强度极限没有什么太大的差别。而在焊缝的冲击韧性方面,在整个试验的温度范围内用01207 焊条的要比用01217 焊条的高50 %~110 %。
在制造复杂且密封性要求高的重要结构件时,往往需要用到补焊。焊接生产经验表明,在补焊牌号1201 和01460 铝合金构件时,使用1207 焊条是很成功的,一般只需补焊一遍即可,不会有什么缺陷。而使用1217 焊条、特别是1201 焊条时,通常需要补焊2~3 遍。
从实验数据综合分析可看出,01545K 焊条和01571 焊条最适合用于与AMr2 相类似的铝合金和AMr2 型铝合金的焊接;而AMr6 型铝合金的焊接最适宜使用传统的Св- AMr63 焊条。
在大多数情况下对于牌号为01460 和1201 铝合金,最适合使用1207 (代替1217) 焊条进行焊接。
对于牌号为1420、01421、01423 和01424 这些铝合金,只有在用人工焊接和补焊复杂的空间骨架式构件时,使用01545 和01571 型焊条才是合适的。 |
