采用二维计算机视觉- 数字图像比对技术,进行裂纹稳定扩展实时表面位移测量,定量分析了铝合金2024 - T351母材及摩擦搅拌焊接后不均匀、各向异性的焊区的I/ II型复合裂纹稳定扩展的断裂性能、临界COD及其分量CODI 和CODII. 并研究了母材及焊区裂纹的扩展路径. 结果表明(1)距裂纹尖端后某一固定距离的临界COD可反映焊区的断裂韧性, (2)临界COD值反映复合裂纹的扩展受I型或II型裂纹扩展主导, ( 3)焊区的临界COD值对应地为母材的85% ,(4)用数字图像比对技术分析I/ II型裂纹的断裂性能是切实可行的一种新方法.
关键词: 计算机视觉;复合型裂纹;铝合金;摩擦搅拌焊接
铝合金材料由于重量轻、抗腐蚀、易成形等优点,受到制造工业的青睐. 硬铝合金2024 - T351 (以下简称AA2024 - T351) 一直是航空、航天、高速列车、高速舰船及民用工业等制造领域中最重要、最常用的材料. 但是,铝合金材料常规焊接的难度又限制了这种材料的进一步推广应用. 1991年由英国焊接研究所发明的摩擦搅拌焊接技术( Friction StirWelding,简称FSW) ,正是专门针对铝、铜、钛等常规焊接困难的合金的一种新型固态焊接方法[ 1~3 ] ,它近几年来发展迅速,将逐步成为熔焊的替代技术. 目前针对AA2024- T351的摩擦搅拌焊接工艺已获初步成功[ 4~6 ] ;对其焊区的显微结构、金相变化的研究已有少量文献报道[ 7 ] . 但对其焊区的I/ II型断裂性能研究的文献极为少见. 焊区的断裂性能研究的滞后,阻碍了该技术、该材料的工业应用. 因此,对焊区的断裂性能进行研究,寻求某种断裂参量来作为工程结构抗断设计、可靠性分析的依据,显得极为重要. 研究表明[ 8, 9 ] ,金属材料I/ II型裂纹扩展的临界COD值,可作为一种有效的断裂参量. 故本文采用临界COD的概念,对AA2024 - T351焊区这样一种不均质、各向异性的材料,试图建立起临界COD判据. 具体进行了以下研究: ①采用Arcan试验来实现I/ II复合型裂纹的断裂过程. ②利用二维计算机视觉技术,通过对裂纹尖端区域的图像的数字图像比对分析,精确地获得焊区裂纹扩展的临界COD值. ③分析焊区的I/ II型断裂性能以及与母材的区别.
1 实验技术
实验中采用Arcan试验来实现I型、II型及I/ II型复合断裂过程. 研究中采用厚6135 mm厚、长1. 2m、宽0. 61 m的AA2024 - T351板材,用摩擦搅拌焊接(对焊). 试件取L - T试件.
Arcan 试件是从母材及焊接后的AA2024 - T351 板材上用水切割机程序切割而成. Arcan试件的形状及几何尺寸,预裂纹与焊区位置如图1所示.
研究中, 试件沿焊接中线(X - Z 平面上, Y= 0处) , 预制疲劳裂纹. 疲劳裂纹长度a0 = 25. 4 mm, 与试件宽度的比率恒为a /w = 1 /6.复合断裂试验用MTS 材料试验机加载,采用位移控制. 由一垂直于试件表面的一台CCD 数字照相机按一定的时间步长记录裂纹尖端区域的数字图像,同时,计算机记录拍照瞬时的载荷. 自制的Arcan夹具可轻易实现I型单向拉伸到II型剪切及I/ II型间任意角度φ的复合断裂试验.
本文分别对AA2024 - T351母材和焊接后的板材进行了I型(φ = 0°) 、II型(φ = 90°)及I/ II型(φ = 30°、60°)复合断裂试验. 通过裂纹尖端区域的图像的数字图像比对分析,精确地计算出各种Φ 下母材及摩擦搅拌焊接焊区裂纹扩展的临界COD值、裂纹扩展路径、沿裂纹扩展路径的裂纹扩展量Δa及载荷- 裂纹扩展长度( P - a)曲线.
2 计算机视觉技术 临界COD测量与计算
计算机视觉是一种对物体的自动识别技术. 此处指计算机化、非接触性的固体结构表面变形测量的一种方法,称为数字图像比对技术. 该技术可对物体面内位移及三维变形进行测量. 具体原理可参见文献[10 ] .
获取临界COD值的数据采集方法如下:首先进行制斑. 在试件表面用商业用涂料喷制成每个斑点约45μm大小的黑白图形,见图2.
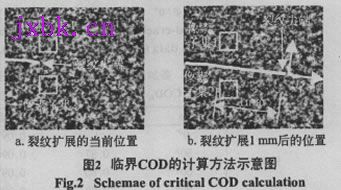
其次进行图像采集. 采用一个CCD相机加上长镜头采集裂纹尖端7 mm ×10 mm大小的图像. 研究中,使用的采集系统由一个带有2X放大且具有200mm长焦距的Pulnix CCD相机加上一个图像采集卡组成.所有试件拍摄图像放大精度为80 ~100 p ixel/mm. 然后,加载系统采用位移控制,并从电脑显示器上观察裂纹扩展. 这样,裂纹尖端区域的图像的获得将处于以下两种时刻( a) 裂纹刚开始扩展或( b)裂纹刚扩展完一小步. 图2表示用于裂纹扩展中临界COD计算的两幅数字图像. 当获得一幅图像后,载荷、位移继续增加,不断重复上述过程,直到裂纹变成不稳定扩展为止.
当获取裂纹扩展的各阶段数字图像后,在当前位置的裂纹尖端后一定位置处沿裂纹方向上下取两个像素子集,与裂纹扩展1 mm后的图像中两子集的位置比较,即可测量试件表面平面位移,进而计算当前位置的裂纹扩展的临界COD的值. 研究中采用二微数字图像比对技术,后处理数字图像. 并计算焊区和母材中裂纹扩展全程的临界COD值及其分量—CODI 和CODII. 临界COD定义为裂纹尖端后面沿裂纹方向1 mm处裂纹上下表面的相对张开位移[ 8~10 ] . 局部对应于I和II型裂纹的临界COD分量—CODI (当地垂直于裂纹面的张开位移) 和CODII (当地平行于裂纹面的滑开位移)将是裂纹扩展量Δa的函数,分别可表示为:此处( ui , vi ) 是裂纹尖端局部,沿垂直于裂纹面的x和沿裂纹扩展方向y方向,两子集1和2的裂纹表面位移分量.

3 实验结果和计算结果
图3为AA2024 - T351母材在φ = 0°、30°、60°、90°加载下的载荷- 裂纹扩展长度( P - a)曲线、相应的平均临界COD值及对应裂纹扩展路径. 图4为焊区裂纹,在φ = 0°、30°、60°、90°加载下的载荷- 裂纹扩展长度( P - a)曲线、相应的平均临界COD值及裂纹扩展路径. 图5 为母材及焊区裂纹在φ = 0°、30°、60°、90°加载下的CODI和CODII与裂纹扩展量(Δa) 关系的计算结果. 表1表示各加载角度下母材及焊区平均临界COD、CODI和CODII及断裂类型. 定义k = Pmax (φ) /Pmax (0°). 其中, Pmax (φ)为各角度下的最大载荷; Pmax (0°) 为φ = 0°的最大载荷. 则k可表示各角度下裂纹扩展的最大载荷与φ = 0°的最大载荷间的比例关系. 结果也如表1所示.
|
